A Vacuum Interrupter (VI) is the core chamber of medium-to-high voltage circuit breakers, load break switches, and contactors. Operating under an extreme vacuum environment of typically less than 10⁻⁴ Pa, its reliability is entirely dependent on the structural integrity of its hermetic seals. This is where Kovar alloy (ASTM F15), a precisely engineered iron-nickel-cobalt alloy, acts as an irreplaceable metallurgical bridge.
Kovar's thermal expansion curve is engineered to perfectly match that of borosilicate glasses and alumina (Al₂O₃) ceramics across an expansive temperature range from sub-zero conditions up to over 400°C. In the manufacturing of vacuum interrupters, ceramic-to-metal joints must withstand brazing thermal cycles of up to 1000°C without introducing microscopic stress cracks or crystalline dislocations. Standard metals such as copper or stainless steel, despite their excellent conductivity, possess high coefficients of thermal expansion (CTE) that generate catastrophic shearing stresses at ceramic joints during cooling phases.
Kovar's unique CTE profile—nominally 4.7 to 5.2 × 10⁻⁶/°C—mirrors alumina ceramic. This eliminates residual shear tension, guaranteeing absolute hermetic seal reliability for service lifespans exceeding 30 years in outdoor power distribution grids.

Experienced power transmission system operators know that standard ASTM F15 Kovar can still fail under extreme operating environments if phase stability is compromised. When Kovar undergoes a phase transformation from austenite (gamma) to martensite (alpha) at low temperatures (typically below -80°C), it undergoes a significant volume expansion. This expansion destroys the hermetic seal of the vacuum interrupter. Elite Chinese manufacturers utilize vacuum induction melting (VIM) and vacuum arc remelting (VAR) processes to control grain size and chemistry, ensuring absolute microstructural phase stability down to -196°C.
What modern engineering and procurement departments must prioritize when evaluating Kovar vacuum interrupter component factories and suppliers worldwide.
Any trace of carbon, hydrogen, or sulfur contaminants within Kovar parts will outgas under the extreme temperatures of vacuum brazing or during high-current arc interruption. This slowly degrades the vacuum inside the interrupter chamber. Procurement teams must source components that have undergone strict vacuum de-carburization annealing cycles.
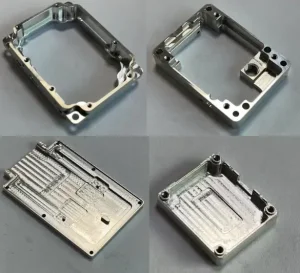
High-voltage vacuum interrupters employ multi-layered ceramic cylinders. The metal-to-glass and metal-to-ceramic interfaces require micro-engineered contours. Tolerances for circularity, flatness, and coaxiality must be controlled within ±0.005mm to ensure even distribution of brazing alloys during the capillary assembly process.
Kovar oxidizes easily in humid environments. Manufacturers must demonstrate robust capabilities in nickel, gold, or copper electroplating/electroless plating. Plating must be exceptionally uniform, with zero pinholes, to act as a barrier against corrosion while facilitating perfect wetting during vacuum brazing.
Globally, the transition to intelligent, resilient supply chains has positioned Chinese high-precision manufacturers at the forefront of the advanced electronics and electrical transmission infrastructure sectors. Xinyunyang Precision Technology Co., Ltd. (founded in November 2014) is a prime example of this industrial transformation.
Adhering to its foundational values of Integrity, Innovation, Cooperation, and Sharing, Xinyunyang has established a world-class production ecosystem. They specialize in ultra-precise processing of special alloys, particularly Kovar and titanium, serving critical fields like semiconductors, aerospace, 5G optical communications, medical systems, and new energy military-grade electronics.
China's Industry 4.0 environment allows factories to integrate raw material procurement, ultra-precise CNC machining, automatic vacuum thermal processing, and advanced surface finishing into a singular continuous workflow. By operating with localized supply loops, Xinyunyang guarantees unparalleled stability in raw material quality while mitigating global shipping and logistical disruptions.

Empowered by high-precision machinery, certified systems, and decades of cumulative engineering expertise.
Xinyunyang employs over 100 dedicated specialists, where 30% of the entire workforce consists of professional mechanical and metallurgical engineers. This team provides design-for-manufacturability (DFM) support to customize and optimize hermetic packages for international partners.
Core specialists possess over a decade of hands-on experience in precision machining, actively developing composite processing techniques for challenging materials (e.g., Kovar, Titanium, and heavy copper). They proactively support advanced packaging trends in AI, 5G RF front-ends, and military aerospace grids.
By pairing rigorous ISO 9001 quality workflows with an intelligent, data-driven production scheduling system, Xinyunyang has successfully optimized the delivery timelines of standard high-volume orders by 15% to 20%, setting a global benchmark for response times.
A primary challenge of processing ASTM F15 Kovar is its highly ductile and gummy nature, which accelerates tool wear and can leave micro-burrs or heat-affected zones. Through proprietary dry-machining techniques, Xinyunyang achieves high-quality surface roughness profiles down to Ra < 0.3μm without the use of sulfur-containing coolant oils. This protects against micro-porosity issues and dramatically increases salt spray resistance for high-reliability D-sub contacts and vacuum interrupter connectors.
A window into Xinyunyang Precision Technology’s state-of-the-art facilities, QA laboratories, and testing centers.




Why ASTM F15 Kovar remains the superior choice for high-reliability vacuum interrupters compared to other industrial packaging metals.
| Material Designation | Composition (Nominal) | CTE (x 10⁻⁶/°C) (30°C - 400°C) | Hermetic Bonding Suitability | Magnetic Permeability | Key Applications |
|---|---|---|---|---|---|
| Kovar (ASTM F15) | 54% Fe, 29% Ni, 17% Co | 4.9 - 5.1 | Exceptional (Matches Alumina Ceramic & Glass) | High (Shields EMF spikes) | Vacuum Interrupters, 5G Enclosures, Optoelectronics |
| Alloy 42 | 58% Fe, 42% Ni | 5.3 - 5.5 | Moderate (Deviates above 300°C) | High | IC Lead Frames, Glass-to-Metal seals (low temp) |
| Titanium Grade 2 | 99%+ Ti | 8.6 - 8.9 | Difficult (Requires active metal brazing) | Non-magnetic | Biomedical Implants, Aerospace structural cavities |
| Stainless Steel 316L | Fe, 18% Cr, 12% Ni, 2% Mo | 16.0 - 17.5 | Poor (High thermal expansion generates micro-cracks) | Non-magnetic | Structural components, High-corrosion tubing |
Where Xinyunyang’s precision Kovar parts are installed and utilized by Tier-1 system integrators across the globe.
Modern electrical transmission grids are transitioning towards automation and localized sensing. Vacuum interrupters fitted with Xinyunyang Kovar caps protect smart switchgear systems against sudden lightning surges and transient over-voltages, preventing regional blackout cascades.
In telemetry packages and transponders deployed on low Earth orbit satellites, electronic modules face thermal swings ranging from -150°C in shadow to +120°C in direct solar radiation. The ASTM F15 Kovar package retains its airtight integrity under these conditions, preventing critical component failure.
Integrated RF cavity amplifiers and microwave filters operating at 40 GHz require housings that block electromagnetic interference (EMI) while limiting thermal expansion. The Kovar alloy enclosures manufactured by Xinyunyang offer an insertion loss of under 0.26 dB, protecting signaling integrity.
Clear, E-E-A-T-oriented answers detailing chemical properties, mechanical tolerances, and industry standards.